
Spanntechnik
Für jede Anwendung oder Aufgabenstellung können wir geeignete Spannmittel anbieten.
Hier einige Beispiele:
– Präzisions- Schraubstöcke
o Hydraulisch
o Pneumatisch
– Spannmodule
– Zentrierspanner
– Multifunktionsspanner
– Pneumatikspanntechnik
– Kurzhub- Spannelemente
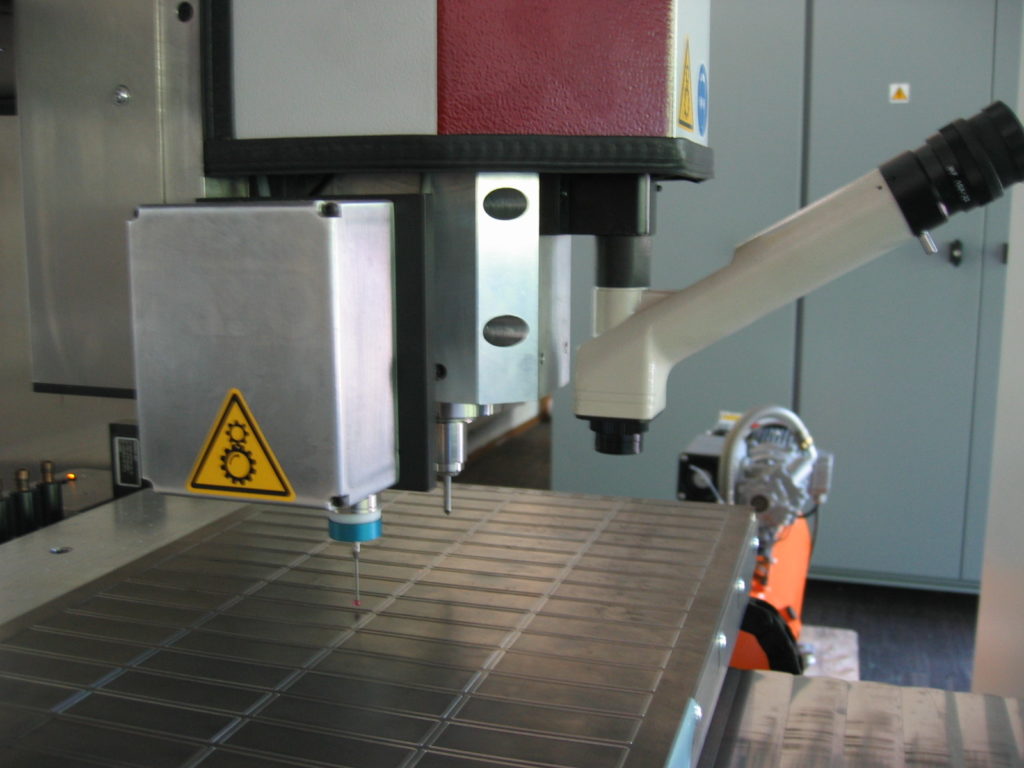
Zentriermikroskop
Anwendungen können es erforderlich machen, dass die Qualität der Bearbeitung über ein Mikroskop geprüft wird, bevor das Werkstück von der Maschine genommen wird.
Ein gutes Beispiel ist hier die Bearbeitung bzw. Schärfung und Zentrierung von Schneid- und Stanzblechen.
Das Mikroskop kann über die Spannzangenaufnahme und die Frässpindel aufgenommen werden.
Für die Vergrößerung stehen je nach Anwendung, unterschiedliche Auflösungen zur Verfügung.
Standard ist eine 10- fache Vergrößerung.
Das Mikroskop verfügt über eine eingebaute Strichplatte und ein Fadenkreuz.

Erhöhte Temperaturkonstanz
Anwendungen, die höchste Präzision erfordern, machen besondere Maßnahmen erforderlich, was die Temperaturkonstanz angeht.
Ein gutes Beispiel ist hier die Kühlung von Vakuumsystemen, um hier über die Temperaturkonstanz im Bereich von +/- 0,1k Temperaturhysterese, ein Ausdehnen des gesamten Systems zu verhindern oder entgegen zu wirken.
Gleiches trifft auch auf Frässpindeln zu.
Auch hier kann dem Ausdehnen der Spindel durch eine erhöhte Temperaturkonstanz entgegen gewirkt werden.
Frontseitige Aufspannung
– durch die frontseitige Aufspannung hat man die Möglichkeit,
Komponenten die höher sind als der Portaldurchlass, frontseitig aufzuspannen
– mögliche Breite der Komponenten, von 1000 bis 1500mm x 100mm
– eine Montage der Komponenten ist über Nuten und Gewindebohrungen möglich
– Material: Aluminium
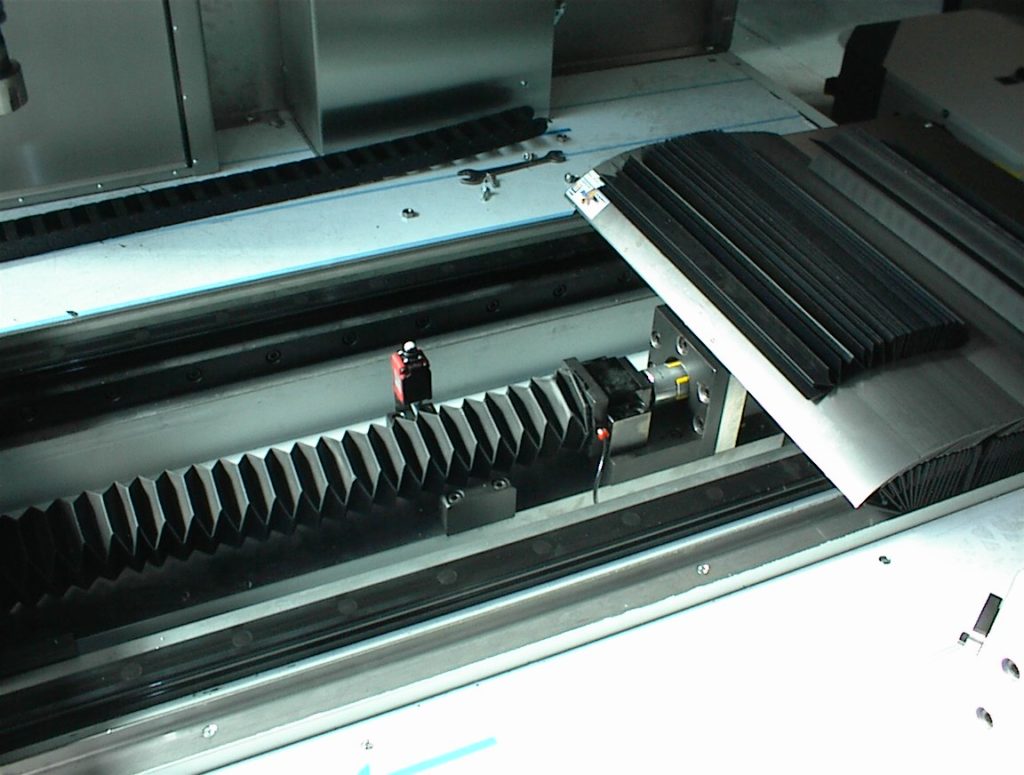
Option Grünbearbeitung
Abrasive Werkstoffe, wie z. B. Graphit oder Hochleistungskeramik erfordern besondere Maßnahmen zum Schutz der Mechanik.
Hier ist es nicht einfach damit getan, dass Führungssysteme und Kugelrollspindeln mit Faltenbälgen geschützt werden.
Unsere Option beinhaltet:
• schwarz verchromte Führungssysteme
• scharfkantige Bohrungen in den Führungssystem, dadurch keine Schmutzkanten nach dem Einsetzten der Messingkappen
• Führungswagen mit K1 und je 2 x Gummi- und extradicke Stahlabstreifer
• spezielle Innenabstreifer
• Kugelgewindetriebe mit Konturabstreifer
• zusätzlicher Schutz der Kugelgewindetriebe durch umlaufende Faltenbälge
Option Klima
Im Bereich Klimatisierung geht Paso ganz neue Wege, unter dem Motto:
Durch Klimatisierung für eine genaue und stabile Fertigung.
Die Anforderungen des Marktes hinsichtlich Genauigkeit bei der Fräsbearbeitung erhöhen sich von Jahr zu Jahr.
Egal ob im Werkzeug- und Formenbau, bei der Mikrobearbeitung oder in der Medizintechnik, die Toleranzen werden immer enger gesteckt.
Somit werden auch die Anforderungen an die Maschinentechnik komplexer und aufwändiger.
Hochgenaue Antriebs- und Regeltechnik in Verbindung mit Präzisionsführungen ist sicher die Basis zur Präzisionsfertigung aber leider nicht die volle Glückseligkeit.
Jedem Anwender ist aus der täglichen Arbeit die Thematik des Temperaturganges von Bearbeitungsmaschine gerade bei Präzisionsfertigung von Teilen mit enger Toleranz bekannt und nicht selten ein schwer lösbares Problem.
Ansätze zur Beherrschung dieser Temperaturschwankung sowohl innerhalb als auch außerhalb der Maschine gibt es viele.
Zum Einen werden Maschinen für Präzisionsfertigung in klimatisierten Räumen installiert, Temperaturtabellen in der Steuerung sollen die geometrischen Verschiebungen kompensieren, andere versuchen durch entsprechende Basismaterialien wie z. B. Granit zu suggerieren, dass diese temperaturstabil sind und somit resistent gegen Schwankungen der Umgebungstemperatur.
Häufig wird dabei vergessen, dass die Führungssysteme der Achsen und deren Antriebsstränge weiterhin aus Stahl bestehen und fest mit dem Grundkörper montiert sind.
Unter der Prämisse, dass der Grundkörper stabil bleiben sollte und die Führungssysteme der zwangsläufigen Längenausdehnung unterliegen, dürften eher Berg- und Talbahnen entstehen als stabile Positionier- und Fahrbewegungen.
Die andere Möglichkeit, die Umgebungsbedingungen zu stabilisieren, ist kostspielig und aufwändig.
Ein weiterer Aspekt des Temperaturganges sind Wärmequellen innerhalb der Maschine.
Hier gibt es Ansätze und Lösungen, die partiell und punktuell diese Wärmequellen mit Kühlsystemen versorgen wie z. Bsp. Frässpindeln, angetriebene Muttern etc., aber nicht den gesamten Maschinenkörper erfassen.
PASO geht mit ihrer neuesten Entwicklung den umgekehrten Weg.
Nicht die Maschinenumgebung wird klimatisiert oder empirisch ermittelte Kompensationstabellen sollen Verschiebungen ausgleichen, sondern die Maschine an sich wird klimatisiert.
Basis dafür ist ein in die Maschine integriertes Klimasystem mit Kühl- und Heizfunktion.
Durch ausgeklügelte Luft- und Kühlkanäle wird der gesamte Maschinenkörper und der Arbeitsraum auf konstante Temperatur gehalten.
Nicht nur über den Tag wird somit ein Ansteigen der Temperatur eliminiert sondern auch über Nacht oder Wochenende bleibt die Maschine bei Absenken der Raumtemperatur auf konstanter Temperatur.
Eine statische Verschiebung der Maschinengeometrie als meist große Unbekannte wird damit ausgeschlossen, zeitaufwändige Warmlaufphasen der Maschine entfallen.

Option Nassbearbeitung
Anwendungen und Bearbeitungsaufgaben können es aus strategisch- oder wirtschaftlichen Gründen erforderlich machen, auf Nassbearbeitung zurück zu greifen.
Unabhängig hiervon ist aktuell ein Trend zu verzeichnen, der wieder hin zur Nassbearbeitung geht.
Problematisch ist die Trockenbearbeitung und MMS bei hochwarmfesten Legierungen oder Titan.
Bei diesen Materialien wird der Kühlschmierstoff für den Abtransport der Wärme aus der Bearbeitungszone benötigt.
Zudem wird die Hochdruckkühlung in vielen Fällen auch benötigt, um an der Schneide den Spanbruch zu optimieren.
Paso bietet hier verschieden Lösungen an:
• in der einfachsten Form und Ausführung wird eine Edelstahlwanne auf der Grundplatte der Maschine montiert.
Umlaufende Ablaufrinnen am Maschinentisch mit Übergang auf die Wanne der Grundplatte bringen die Flüssigkeit durch integrierte Siebe in den Auffangbehälter.
Eine Tauchpumpe befördert die Flüssigkeit in einem Kreislauf.
• in der „high end“ Ausbaustufe stehen Lösungen mit bereits in der Grundplatte der Maschine integrierten Ablaufflächen oder integrierten Ablaufkanälen zur Verfügung.
Ebenfalls gibt es Lösungen mit bereits im Unterbau der Maschine integriertem Filtersystem.
Option Protected
Anwendungen und Bearbeitungsaufgaben können es erforderlich machen, dass die Umhausung komplett geschlossen ist.
Dies z. B. bei der Bearbeitung abrasiver Werkstoffe, wie z. B. Graphit oder Hochleistungskeramik.
Hier ist besonders der Bereich nach oben hin, dem „Dach“ der Umhausung, gemeint.
Paso bietet hier entsprechende Lösungen an:
• komplett geschlossen Umhausung mit zusätzlichen Faltenbälgen im Bereich des Maschinendaches
• Überdruckbelüftung der Führungssysteme
• Vorbereitung für einen gezielten Luftstrom innerhalb der Umhausung durch das Prinzip „Saugen & Blasen“.
Durch dieses Prinzip wird ein Unterdruck innerhalb des Bearbeitungsraumes hergestellt und durch eine entsprechende Absaugvorrichtung werden sämtliche Späne und Stäube weggesaugt.

Vakuum Einheiten
Zum Festhalten von Werkstücken, für deren Bearbeitung wird Vakuumtechnik eingesetzt.
Das komplette System besteht dann aus dem eigentlichen Vakuumsystem, also dem Vakuumtisch und der Vakuumeinheit.
Bei der Vakuumeinheit handelt es sich meist um ölgeschmierte Drehschieber- Vakuumpumpen.
Entsprechend der Arbeitsbereiche der Vakuumsysteme und dem benötigten Nennsaugvermögen bietet Paso die optimalen Lösungen an.
